5-Axis Contouring Control and Smooth Trajectory Generation
We have investigated some of the key aspects in precision positioning of 5-axis CNC Machine Tools: (1) Generation of smooth, time optimal motion trajectories for minimizing machining cycle time, and (2) development of precision motion control algorithms.In 5-axis machining, coordinated motion is a well-known problem. Fast, higher dynamically capable cartesian axes are matched with slower rotary axes that carry higher inertial moments. Thus, contouring control becomes a critical problem. We proposed a novel Sliding Mode Motion Control technique, which couples the drives together to minimise the tool-tip contouring errors and also tool orientation contouring errors. We have demonstrated that machining errors can be reduced by 2-fold during high-speed motion.
Next, we looked at the problem of time-optimal trajectory generation. The idea was to design a smooth feed profile along the tool-path and optimize it w.r.t to the feed drives velocity, acceleration and jerk limits to achieve minimum cycle time. Basically, this allows where to go fast and where to slow down so that overall machining time is minimized. We developed 5-axis trajectory generation algorithms that contributed to a 60 [%] increase in productivity while still respecting the part tolerances.
Please find the related papers in the links ① ② ③
Chip Pulling Turning
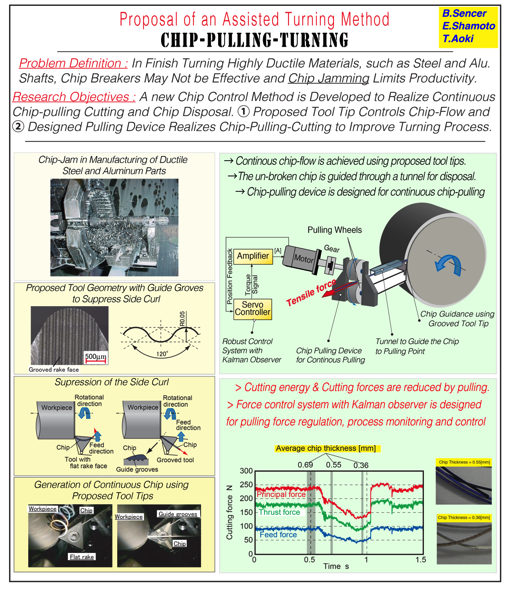
A part from machine tool research, machining process is an enthusiastic focus area. Particularly, we have worked on the metal cutting process development. We have developed a new turning process, called the "chip-pulling turning". In this research, the idea was to find new ways to control and improve the conventional turning process. Firstly, the chip-jamming problem in turning is considered. Chip jam occurs in turning ductile material such as low steel carbon( ex. SPCC or the S45C) and chip breakers are used to suppress the chip jam. Here, we have designed a new cutting tool, which has grooves on the rake face to actually not break the chip but guide it continuously from the cutting point for disposal.
Next, the ideas was to pull the cut chip utilising rollers. The main advantages comes from pulling the chip and reducing the friction force on the rake face. This delivers a dramatic reduction in the friction force and the apparent friction angle. The material could be sheared more easily reducing the overall cutting forces and energy. The research project was performed with a collaboration in the industry and it resulted with journal papers as well as patents.
Adaptive Sliding Mode Controller for Motion Synchronisation
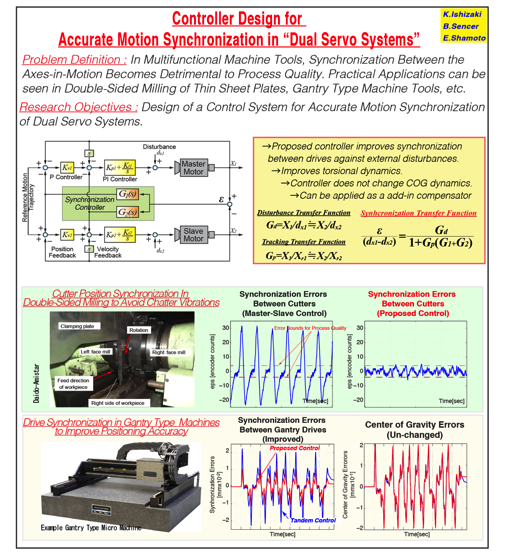
As new processes have been proposed, new complementary machine tools must also be developed to realize those new processes. This is a chain reaction where machine tool design and control has to be adapted for newer processes and objectives. For instance, in "double sided milling operation" two spindles with cutters remove material from both sides of the workpiece. As they plunge into the workpiece at the same instant, thrust forces balance in the depth direction. However, if they are out of balance surface finish suffers due to both forced and chatter vibrations. In this project, we have designed an adaptive sliding mode controller to synchronize motion of the spindles against disturbances. The proposed sliding mode controller is implemented in the developed double sided milling machine and the process is optimised. The project is performed in collaboration with the industry and results are presented in publications as well as industrial patents.
Curvature Optimal Corner Smoothing for High Speed Multi-axis Motion
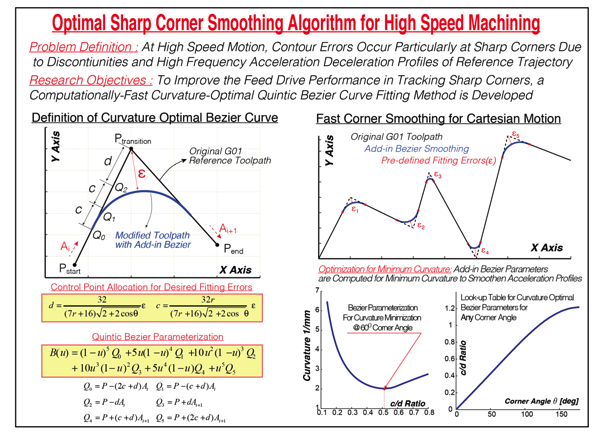
Another key research area is the "Reference Trajectory Generation," or so called the reference motion generation. Numerical control (NC) units generate the reference motion commands in a CNC. If the generated reference motion commands are not smooth, higher machining speeds cannot be achieved. In general, tool-paths composed of linear segments are generated by CAM systems and inputted to the CNC. Since they are not continuously connected to each other, the machine has to slow down at the junction points. In this research, we have developed a curvature optimal Bezier curve so that the machine tool is able to turn around corners at high speed. The idea was to blend linear segments with smooth Bezier splines, and optimize Bezier geometry, particularly the curvature, so that fastest cornering speed could be achieved, and hence overall cycle time is minimized. Outcomes are presented in journal and conference papers.
Frequency Optimal Trajectory Generation for Minimum Residual Vibration
Another significance of the reference trajectory is its overall energy to excite structural modes of the machine tool structure. Since we are considering high speeds, it comes with high acceleration, deceleration and jerks. Acceleration is transferred to force which excites the lightly damped structural modes of the feed drive system. The idea is to actually shape the acceleration/deceleration profile so that we do not excite those critical frequencies in the generated trajectory. To reach this objective, we have used a high order spline to design the acceleration profile and optimised the spline coefficients so that it does not contain any excitation energy in the given frequency band. The results being presented in conference papers and prepared for journal publication.